























































 Использование токарных станков в современной промышленности
Использование токарных станков в современной промышленности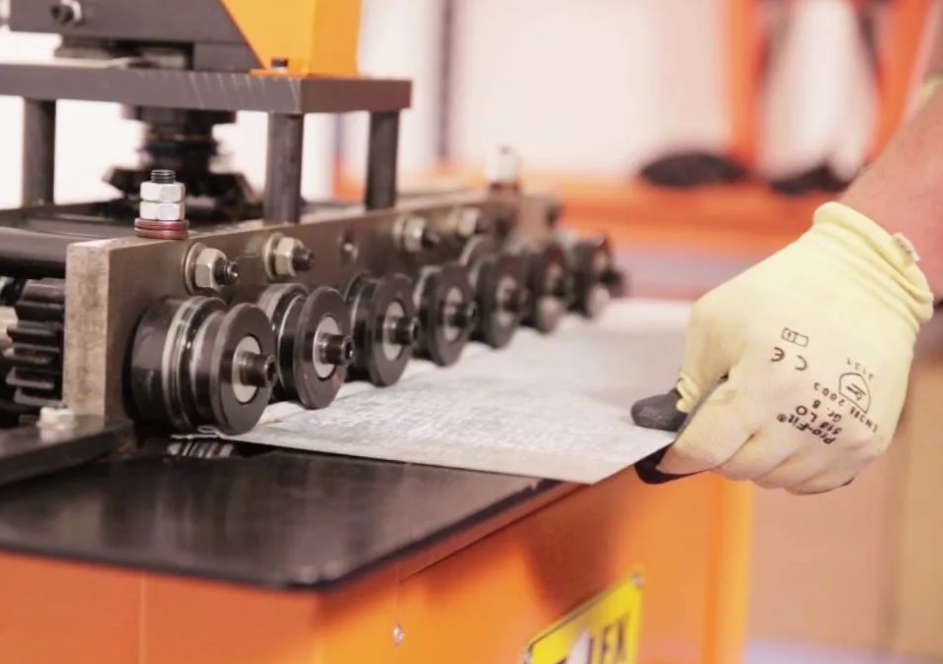 Обзор современных моделей фальцепрокатных станков- Технические характеристики и функциональные возможности
Обзор современных моделей фальцепрокатных станков- Технические характеристики и функциональные возможности Станки с ЧПУ — виды, преимущества, сферы применения
Станки с ЧПУ — виды, преимущества, сферы применения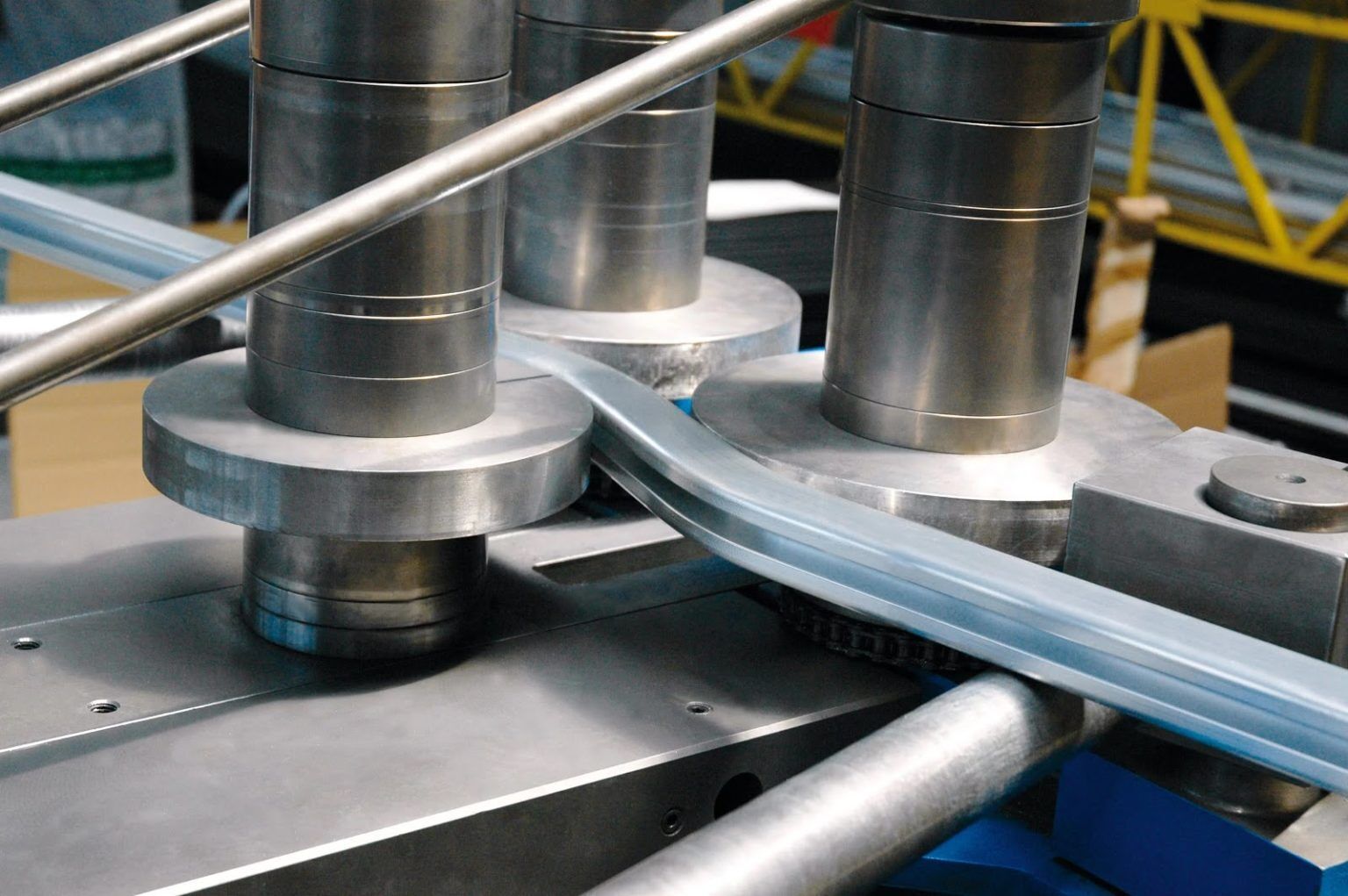 Виды трубогибов и их применение
Виды трубогибов и их применение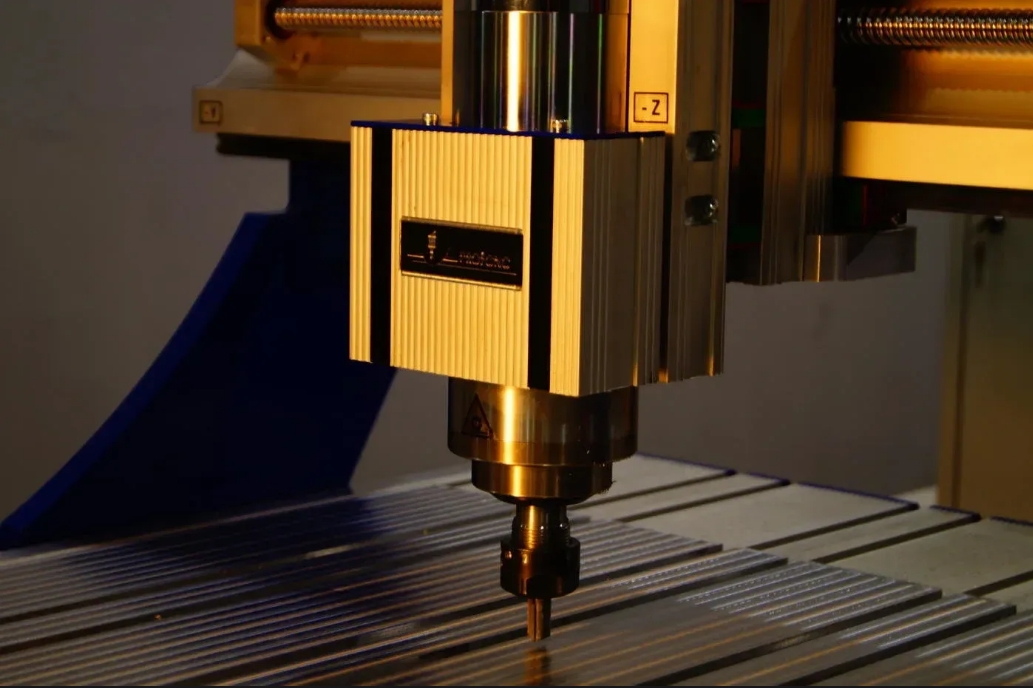 Обработка на станках с ЧПУ по сравнению со станками с ручным управлением
Обработка на станках с ЧПУ по сравнению со станками с ручным управлением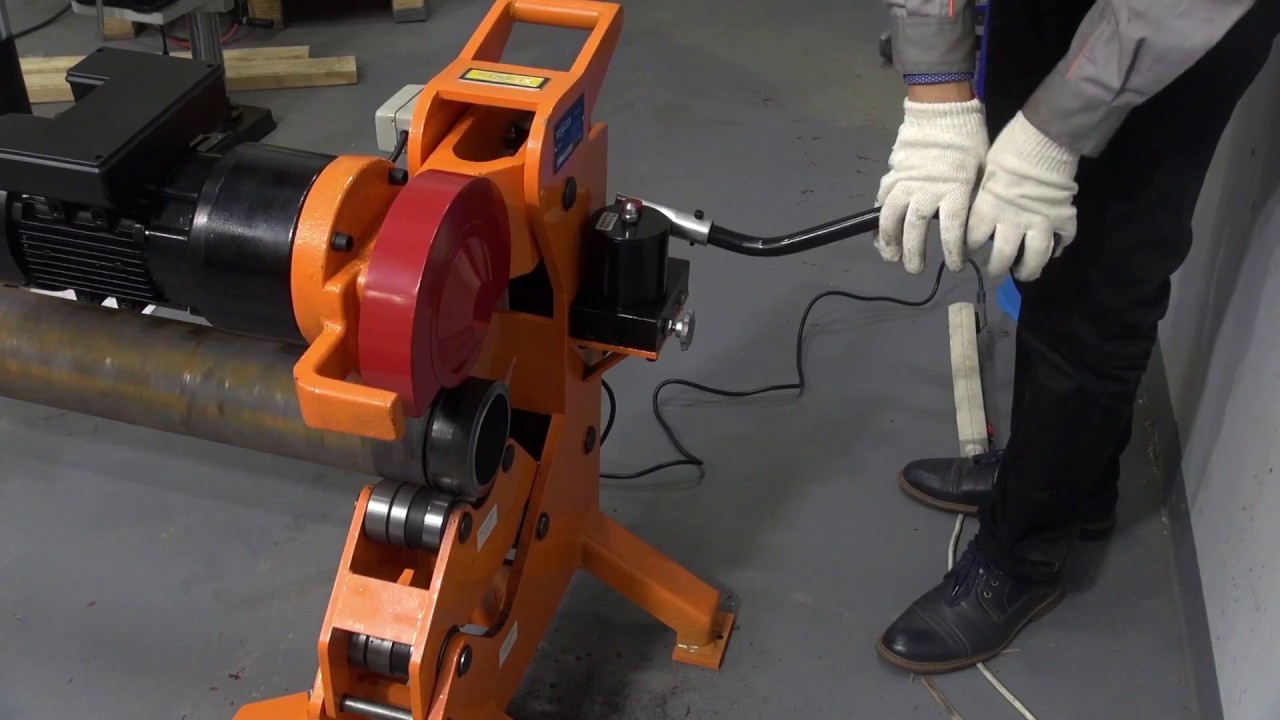 Труборезы- Ключ к безупречной обработке труб в промышленности
Труборезы- Ключ к безупречной обработке труб в промышленностиБудьте в курсе!
Новости, обзоры и акции




































В вальцовочном станке на станине может быть от 3 до 5 цилиндров. Они могут быть пустотелыми или сплошными. В большинстве конструкций используется 3 или 4. Они предназначены для сгибания листового металла. В результате получают трубы, которые могут иметь круглое или овальное сечение, а также незамкнутые цилиндры. Здесь также могут делать конусовидные формы.
При вальцевании толстых заготовок их предварительно нагревают. Более тонкие обрабатывают при холодной температуре. Если требуется нагрев металла, то станок располагают рядом с печью.
В процессе работы заготовку пропускают между двумя вальцами. Они, вращаясь, проталкивают его вперёд. Третий валец прилагает механическое усилие для сгибания. Каждый станок имеет механические параметры, в пределах которых его можно использовать. Они включают в себя следующие:
Максимально допустимая толщина листа, с которой производится работа.
Ширина заготовки, которая может поместиться между вальцами.
Диаметр используемых валов определяет максимальный радиус изгиба. Кроме этого важно расстояние между вальцами.
Есть ли возможность сгибать листы, создавая конусные изделия.
Важно при выборе станка поинтересоваться следующими особенностями оборудования:
Такое оборудование предназначено для обработки листов различной ширины. Нужно, чтобы станок был предназначен для тех листов, с которыми планирует работать покупатель.
В зависимости от толщины потребуется различные усилия для деформации металла.
При работе с металлом необходимо учитывать особенности. Например, при обработке листа из нержавейки нужно учитывать, что она пружинит. Требуются валы, сделанные из закалённого металла.
При работе с различными конструкциями нужно учитывать, за счёт чего будет происходить вращение валов. В некоторых случаях оно выполняется за счёт мускульной силы работника, в других — электромеханическим способом. В последнем случае станок может обрабатывать более толстый металл и демонстрирует относительно высокую скорость работы.
Валы могут быть пустотелыми или сплошными. В последнем случае они могут иметь закалённые края. Сплошные валы более прочные и имеют увеличенный срок службы.
При вращении валов подшипники должны быть закрытыми и не требующими дополнительного обслуживания. В противном случае нижний и верхний вал выйдут из строя значительно быстрее.
Имеет значение то, с помощью какого механизма должен происходить подъём валов. Для этого могут использоваться два способа: использование винтового подъёма или линейная передача с использованием червячного редуктора. Первый вариант используется для листов по 4 мм, второй — для более толстых.
Чтобы изменить форму листа выполняют такие действия:
его подают так, чтобы зафиксировался в захватной зоне между двумя вальцами;
регулируют рабочий зазор;
делают прокатку;
металлический лист извлекают, затем исправляют кромку таким образом, чтобы радиус кривизны был постоянным по всему протяжению детали. Для этого край вставляют и обрабатывают повторно.
При работе с нагретым металлом перед вальцовкой выполняют правку листа. Она также обязательно при толщине свыше 4 мм.
Новости, обзоры и акции